检测类型安全质量检测
服务内容办理验厂手续、工业厂房、外资验厂、外商外企
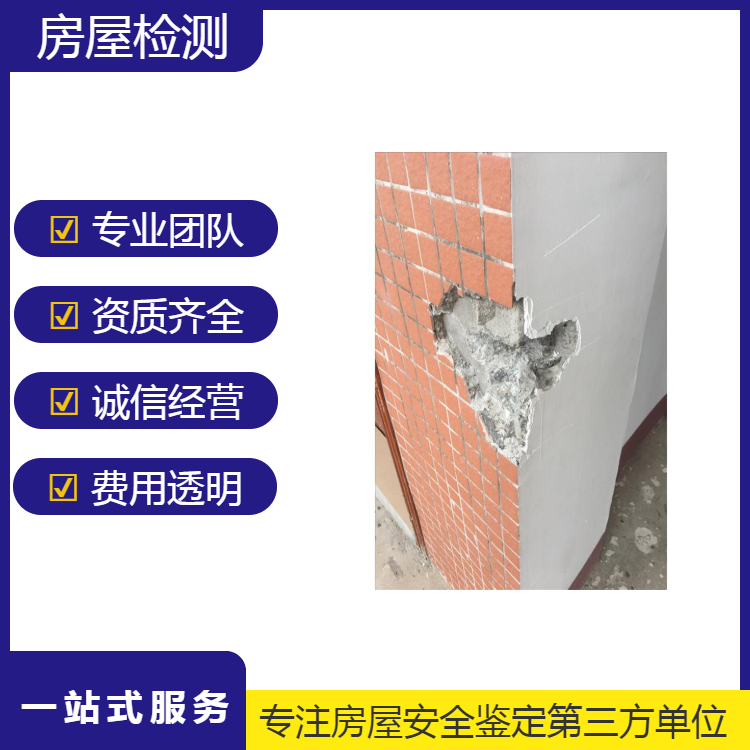
房屋危险性鉴定应按A、B、C、D 四等级
安全质量检测可靠性检测
所在地深圳
收费标准根据实际情况协商
出报告时间3-7天
是否现场检测是
检测报告有
检测方法量尺、探针等
服务合同一式三份
检测范围学校/宾馆/厂房/小区/民房/幼儿园
检测项目楼房完损性鉴定,厂房检测
检测地区全国
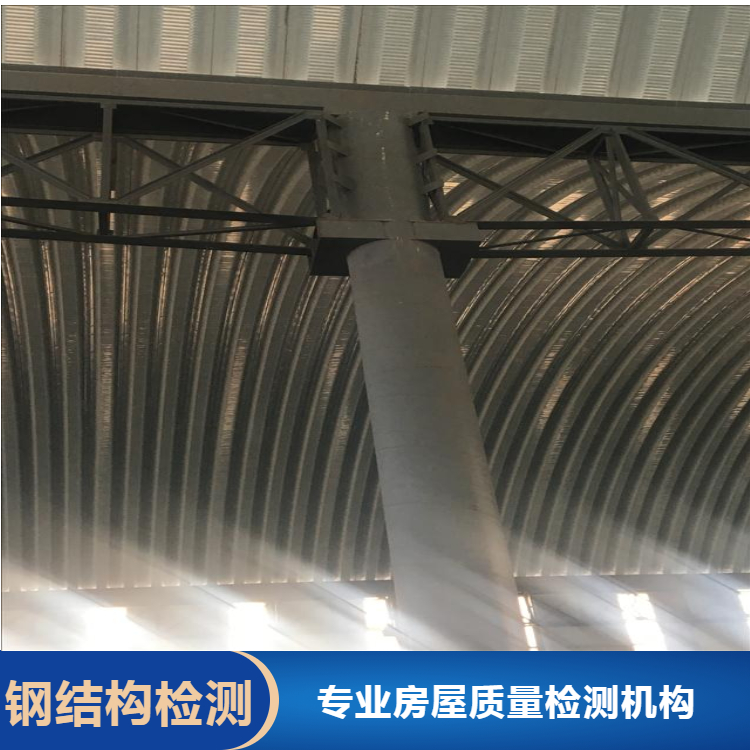
在建钢结构遇到下列情况之一时,应进行检测:
1、在钢结构材料检查或施工验收过程中需了解质量状况;
2、对施工质量或材料质量有怀疑或争议;
3、对工程事故,需要通过检测,分析事故的原因以及对结构可靠性的影响。
钢结构工程已在建筑领域广泛应用,一旦钢结构在现场安装过程中出现了问题,就会带来许多后患。轻者会影响工期,破坏结构外观,浪费材料等;重者则可能会造员的伤亡,甚至给社会带来严重的不良影响。因此,对于钢结构工程的现场安装,必须严格控制质量,防患于未然。在钢结构工程安装施工中,选用的钢材多为低合金高强度钢,即合金元素含量低于5%,屈服强度为275Mpa以上,而且具有较为理想的成型性、可焊性。与普通的钢材相比,低合金高强度钢未经过热处理、重新热加工、切削加工,在国内钢结构工程中的应用较多。在钢构件制作中,胎架划线、搭设尺寸,以及钢构件拼装操作中的基准线与定位方式等都是质量控制的要素,技术人员应结合相关规范进行严格的管控。另外,在钢构件制作中,其整体稳定性也是必须关注的,长细比λ作为主要的参量,计算公式为:λ=1/r,其中1代表构件的计算长度,r为构件截面的回转半径,在计算过程中要注意钢构件截面的两个方向轴计算长度有所不同,构件两端的实际支承与理想支承情况也有所差别,在钢构件制作过程中必须进行具体的分析。
焊接前后的质量控制
焊接过程要充分考虑钢结构材料以及焊接材料之间的一致性,焊缝处的清洁度,参数选择合适,使得整个钢架结构满足工程力学性能。焊接完成后,需要进行一些机械加工方式,由于钢结构的零件的技术要求不高,可以采用装焊胎夹具,通过合适的装配基准、装配工艺来完成。同时为了保证良好的力学性能与尺寸要求,可以在装配过程中后的一道工序来完成装焊加工零件的操作,防止出现较大的变形。
钢结构安装过程中的质量控制
钢结构安装过程中常见问题有:底脚出现空隙,标高不符合标准造成施工状况出现问题;施工过程中的测量值及测量基础面不符合要求,钢垫板处没有进行垫平;钢结构支柱垂直偏差过大,导致吊装吊装效果不符合施工要求等。在对安装问题进行处理的过程中,施工人员要对基础标高进行严格控制,对出现的空隙状况进行适当填补或重建,根据测量值对存在的问题进行二次灌浆。可以适当通过螺栓对钢梁进行卡设,对吊装继续拧固定,增设临时支撑,防止出现垂直偏差及固定修正。
钢结构工程检测包括钢结构和特种设备的原材料、焊材、焊接件、紧固件、焊缝、螺栓球节点、涂料等材料和工程的全部规定的试验检测内容。主体结构工程检测,取样检测、钢材化学成分分析、涂料检测、建筑工程材料、防水材料检测等、节能检测等成套检测技术。 常规无损检测方法有: 超声检测Ultrasonic Testing(缩写 UT); 射线检测 Radiographic Testing(缩写 RT); 磁粉检测 Magnetic particle Testing(缩写 MT); 渗透检验 Penetrant Testing (缩写 PT); TOFD检测(缩写TOFD) 射线和超声检测主要用于内部缺陷的检测;磁粉检测主要用于铁磁体材料制件的表面和近表面缺陷的检测;渗透检测主要用于非多孔性金属材料和非金属材料制件的表面开口缺陷的检测;铁磁性材料表面检测时,宜采用磁粉检测。涡流检测主要用于导电金属材料制件表面和近表面缺陷的检测。 当采用两种或两种以上的检测方法对构件的 同一部位进行检测时,应按各自的方法评定级别;采用同种检测方法按不同检测检测工艺进行检测时,如检测结果不一致,应危险大的评定级别为准。 钢结构工程无损检测已广泛的运用于当今各个行业,从简捷轻便的公交站台到造型优美的埃菲尔铁塔,从钢管桩基础到大跨度桥梁,从大型体育场馆到高耸入云的高层建筑。钢结构座位一种承重体系,由于其自重轻、强度高、塑性及韧性好、抗震性优越、工业装配化程度高、综合经济效益显着、造型美观以及符合绿色建筑等众多优点,深受和的青睐,被广泛的应用于各类建筑中,尤其在大跨度桥梁和超高层建筑领域显示出无与伦比的优势。 焊缝,作为连接钢结构构件的一种为广泛的基本方式,实现钢结构大跨度,造型美观的优越性能的核心主宰,已经成为保证钢结构工程质量的一个重要环节。其质量良好与否直接关系整个钢结构工程的安全。

1、表面硬度检验: G205-2001要求跨度40m以上,建筑安全等级为一级的网架螺栓必须进行表面硬度检测。用洛氏硬度计进行检测。 8.8s级硬度为21-29 10.9s级硬度为32-36 每种规格检测8只
1、杆件连接焊缝检验: 杆件与封板或锥头的对接焊缝采用超声波检测内部缺陷,依据《钢结构超声波探伤及质量分级法》JG/T203-2007.焊缝质量等级应达到设计要求,设计无要求时,应符合G205-2001二级质量标准。 检验数量每种杆件抽检5%,不少于5根。
焊缝超声波(x射线)无损检测:
1)、设计要求全焊透的一、二级焊缝应采用声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》GB 11345或《钢熔化焊对接接头射线照相和质量分级》GB 3323的规定。
2)、焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形节点相贯焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JG/T 3034.1、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JG/T 3034.2、《建筑钢结构焊接技术规程》JGJ 81的规定。
3)、钢结构无损检测应在焊接外观检测合格后方可进行;同时,监理人员应在现场对无损检测进行旁站监理,并做好记录。
4)、一级焊缝质量等级内部缺陷超声波探伤比例,二级焊缝质量等级内部缺陷超声波探伤比例20%;
针对无损检测在我国建筑钢结构中应用的现状和存在的问题,应在以下几方面大力开展工作:加大各无损检测探伤方法检测涵盖的范围,使其能很好地包容各种情况下的焊缝检测,特别是要加强在建筑钢结构行业上应用很广的超声波探伤的研究。加强对代表无损检测发展方向的全息探伤方面的研究,使其能早日普及应用到现在的无损检测战线上。加强对不同缺陷类型及大小对焊缝承载力影响的研究,为制定针对建筑钢结构焊缝质量的分级评定标准做准备。制定的建筑钢结构无损检测验收评判标准。我公司是具有甲级资质的房屋安全机构,公司设立了结构安全室、钢结构工程检测室、建筑抗震室、危房评估室、地基检测室、材料检测室、综合室、业务室等科室。杆件承载力检验: 杆件与封板或锥头的焊缝进行抗拉强度检验,检验宜取受力不利的杆件,检验数量按同规格杆件每300根为一批,每批抽检3根。 3.杆件涂层厚度检验: 按杆件,节点数各抽查5%,同类构件不少于3件。
一、焊接球节点
1、焊缝检验: 采用超声波检测内部缺陷,依据《钢结构超声波探伤及质量分级法》JG/T203-2007. 焊缝质量等级应达到设计要求,设计无要求时,应符合G205-2001二级质量标准。 检验数量以同规格成品球焊缝每300只为一批,每批抽取3只。
2、承载力检验: 按设计采用的钢管与焊接球焊接成试件,进行单向轴心受拉和受压检验。 每个工程取受力不利的节点以600只为一批,每批取3只为一组随机抽检。
二、螺栓球节点:
1、螺栓球表面检查: 每种规格抽查5%,不少于5只,用10倍放大镜目测,或采用磁粉,渗透探伤检查,表面严禁出现过烧、裂纹等缺陷。
2、螺栓球螺栓孔抗拉强度检验 成品球与高强螺栓配合对大螺孔进行抗拉强度检验,以螺栓螺纹被剪断时的荷载作为螺栓球的极限承载力值。 每个工程取受力不利的节点以600只为一批,每批取3只为一组随机抽检。
http://www.zcgcjss.com